
Por Rafael Aguayo
Editado por Jordi Cabré
Parte I
Quiero empezar diciendo que existen muchos profesionales competentes que utilizan el término Seis Sigma. Siento un gran respeto por la mayoría y no es mi intención menospreciarlos. Como ocurre en otros campos, existe entre sus profesionales una gran diversidad en el nivel de habilidades, conocimientos y sabiduría, desde el novato que adopta una postura de experto al refinado profesional.
La campaña Seis Sigma ha sido un éxito de marketing. Muchas personas han descubierto gracias a ella el proceso de mejora e indudablemente muchas empresas se han beneficiado con ello. A pesar de ello la teoría en la que se basa el término Seis Sigma tiene defectos que conducen a confusión. La teoría entra en contradicción con los principios básicos de Shewhart y Deming con respeto a la variación y al Management. Quisiera ponerlo de manifiesto para estimular la discusión. Lo ideal sería conservar lo mejor de Seis Sigma si se pudiera recolocar sobre una base sólida a través del sistema de conocimiento profundo.
El término Seis Sigma se acostumbra a referir a una cesta de herramientas utilizada para encontrar problemas y defectos y así mejorar los procesos de una operación. Mi objeción está en el propio término Seis Sigma, ya que estoy convencido de que la teoría original desarrollada por Motorola está equivocada y sólo puede conducir a la ruina y al fracaso de una empresa. De hecho los profesionales más experimentados en Seis Sigma no se apoyan en la herramienta original Seis Sigma, en su lugar utilizan herramientas desarrolladas en EEUU, Japón y en muchas otras partes del mundo durante los últimos 150 años. Para explicar mi objeción al término “Seis Sigma” necesitamos entender los principios básicos del control estadístico de procesos y cómo y por qué fueron desarrollados.
Entender la Variación
La historia empieza en “Bell Laboratories” de AT&T en la década de los 1920s. AT&T era la mayor compañía de teléfonos en los Estados Unidos, probablemente del mundo, tenían un gran proceso industrial de fabricación para dar servicio a su red. Tenía acceso a los mejores cerebros y a los mejores consultores de la época, incluyendo a Frederick Taylor, el precursor de lo que llegó a denominarse la organización científica del trabajo. La compañía buscó las mejores mentes, empleó brillantes ingenieros, científicos y matemáticos creando un gran ambiente de trabajo. A pesar de liderar la punta tecnológica con los mejores expertos y conocimientos, había un problema que no sabían como resolver.
AT&T había prometido a sus clientes uniformidad, es decir, que cada teléfono iba a ser igual que el anterior. Ante su perplejidad, como más lo intentaban peores eran los resultados. El problema se puso en manos de un joven físico, Walter Shewhart, quien investigó este enigma. Pensó, experimentó, leyó la literatura sobre estadística y desarrolló nuevos conceptos, teorías y terminología que resultó ser extremadamente potente y útil.
Variación Natural
Descubrió que los procesos tienen dos clases de variación. Una clase es inherente al sistema y él la llamó variación natural. Aún realizando todos los mejores esfuerzos para eliminar la variación a base de hacer el proceso lo más uniforme posible, realizando cada etapa siempre exactamente igual, aún queda la variación natural inherente al sistema. En ningún proceso definido y uniforme es posible reducir este nivel mínimo de variación.
Variación Natural y “Tampering” (sobreajuste)
A veces la variación natural puede producir un producto final con una variación enorme. Cuando esto ocurre la reacción normal de muchas personas es ajustar una parte del proceso: reajustar una máquina, la temperatura ambiente o algún otro factor. Pero puede ser que realmente el proceso subyacente no haya cambiado ni tampoco el punto central, o sea que el siguiente producto que saliese del proceso podría igual producir un producto en sentido opuesto.
Como ejemplo, imaginemos un proceso cuyo producto resultante tiene una media de 98 con una variación entre 97,5 y 98,5. En un momento dado produce un producto a 98,5 que es el punto máximo de variación natural. Podemos estar tentados de ajustar los mecanismos del proceso en -0.5 ya que lo ideal es obtener 98,0. Erróneamente se piensa que el proceso se ha desplazado excesivamente hacia arriba y debemos ajustarlo hacia abajo. Pero realmente el resultado de 98,5 es debido a la variación natural, o sea que no ha pasado nada especial. Lo que estamos haciendo al reajustarlo es tratarlo como si hubiera pasado algo especial. Como consecuencia hemos desplazado de posición el centro del proceso. Desde ahora en adelante el proceso producirá con una media de 97,5 y un rango desde 97,0 hasta 98,0. Si en algún momento obtenemos un resultado de 97, cosa que seguro que ocurrirá, estaremos forzados a hacer otro ajuste. Entonces el proceso volverá a variar entre 97,5 y 98,5. Con sucesivos ajustes el proceso variará muchos más, probablemente entre 97 y 99.
 Un proceso estable tendrá un rango muy predecible y se mantendrá produciendo productos o servicios con la misma media o promedio. Pero de cuando en cuando saldrá un valor extraordinariamente fuera de su rango usual. ¿Qué deberíamos hacer? Cualquiera con experiencia puede decir que los procesos tienden a deteriorar. Siguen la segunda ley de la termodinámica o algunas de las leyes de Murphy. Consecuentemente necesitamos tener cualquier proceso bajo observación. Pero tenemos que ser muy cautos y no tocar ningún proceso que muestre sólo variación natural, a menos que tengamos una señal clara de que algo está pasando.
Un proceso estable tendrá un rango muy predecible y se mantendrá produciendo productos o servicios con la misma media o promedio. Pero de cuando en cuando saldrá un valor extraordinariamente fuera de su rango usual. ¿Qué deberíamos hacer? Cualquiera con experiencia puede decir que los procesos tienden a deteriorar. Siguen la segunda ley de la termodinámica o algunas de las leyes de Murphy. Consecuentemente necesitamos tener cualquier proceso bajo observación. Pero tenemos que ser muy cautos y no tocar ningún proceso que muestre sólo variación natural, a menos que tengamos una señal clara de que algo está pasando.
Causas Asignables
Según Shewhart hay un segundo tipo de variación que tiene una causa asignable. Esto quiere decir que está causada por algo inusual que si se identificase se eliminaría el problema. Pero la mayoría de las veces estas causas no son fáciles de ver. A veces estas causas entran en el sistema, causan un problema o incrementan la variación, y luego se van del sistema. Pero el hecho de que hayan entrado en el sistema quiere decir que pueden volver a entrar y causar problemas. Muy a menudo las causas asignables son una señal de aviso de un deterioro del sistema. Puede tratarse de un cojinete empezando a fallar, un nuevo empleado sin entrenar o mal entrenado, o un proveedor cambiando su proceso. Si puedes identificar estas causas y eliminarlas puedes mejorar el sistema y permitirle funcionar a su óptimo económico.
Otra causa asignable es cuando el proceso desplaza la posición de su centro. En nuestro primer ejemplo el proceso producía entre 97,5 y 98,5 con una media de 98,00. El proceso tenía su centro en 98,00 que era la medida ideal. El abanico puede ensancharse de tal forma que el rango pase de 1 a por ejemplo 1,5. Pero el proceso también puede desplazarse y su centro pasar de 98,00 a por ejemplo 98,3. Cualquiera de estas circunstancias representa un problema que ocasionará pérdidas y se debe estar atento para identificarlas cuando ocurren y tomar acciones para corregirlas y mejorar. Pero al mismo tiempo no queremos confundir la variación natural con ninguna de estas causas asignables.
Terminología Moderna
A las causas naturales se las conoce como causas comunes y las causas asignables son conocidas como causas especiales.
Hay dos clases de señales que son importantes desde el punto de vista de la calidad y la uniformidad:
1, Un cambio en la media de un proceso y
2. Un cambio en el rango.
No hay ninguna manera infalible de determinar cuando estamos ante una causa común o una de especial. Ambas producen variación por lo que tenemos que pensar estadísticamente. Podemos estar buscando una causa especial, encontrarla y eliminarla. Éste sería un resultado deseable. Pero también podemos buscar esta causa especial y después de mucho trabajo no ser capaz de encontrar nada que explique la variación porque no existe tal causa. En este caso habremos cometido un error, la causa era común y la hemos tratado como si fuera de naturaleza especial, con el consiguiente coste asociado a este error. No se logró ningún provecho y sin embargo alguien tuvo que gastar tiempo en investigar, quizás en realizar algunos experimentos o hacer preguntas a otros y gastar un tiempo que hubiera debido dedicarse a tareas más útiles. Inicialmente Shewhart lo llamó error de tipo I, pero ahora lo llamamos equivocación de tipo I. Hay un coste en tiempo y dinero asociado al error de tipo I.
También puede ocurrir que veamos un cambio importante en la media o en el rango de un proceso y lo ignoremos, resultando que era una variación natural y que el proceso está operando correctamente. Esto es lo ideal. Pero si nos equivocamos e ignoramos el cambio y resulta ser que realmente se ha producido un cambio, es decir, una causa especial ha entrado en nuestro sistema, puede causar problemas muy costosos en el futuro. Hay un coste asociado a ignorar una causa especial, equivocación que se conoce como equivocación del tipo II.
¿Cómo se determinaban los límites de control 3 Sigma?
Lo que Shewhart tenía que conseguir era minimizar las pérdidas ocasionadas por estos dos tipos de equivocaciones. Se podrían reducir las equivocaciones de tipo I a base de cometer muchas más del tipo II y viceversa. Pero el propósito era minimizar las pérdidas totales causadas por ambos tipos de equivocaciones, aplicable a múltiples procesos diferentes. Desarrolló para ello una herramienta my potente, los Límites de Control. A través de observaciones y experimentación sobre una amplia variedad de procesos en muchas áreas de negocio, descubrió que estableciendo unos límites de control en 3 sigma, funcionaban como líneas de decisión para establecer el tipo de causa de la variación. Los límites de control en 3 sigma minimizan las pérdidas causadas por ambos tipos de errores. Han funcionado muy bien en los últimos 80 años desde que Shewhart publicó su libro. Nadie ha encontrado una forma mejor.
Los Límites de Control 3 Sigma se calculan de la misma manera que en estadística se calcula la desviación estándar, pero el término 3 sigma es mejor para nuestro propósito. Cuando se oye hablar del término desviación estándar mucha gente asume automáticamente que el proceso subyacente tiene una distribución normal, pero esto no es cierto. En un tiempo se creyó que cuando un proceso estaba en estado de control estadístico, es decir, sin causas especiales de variación, el proceso seguía una distribución normal. Cuando se vio que no era así se espera encontrar una familia de distribuciones que pudieran encajar con los datos, pero tal como ya estableció Shewhart en 1.939, todos los intentos de conseguirlo se han estrellado.
Esto frustra a muchas personas que confunden las matemáticas con la realidad. Para no alargarme más sobre este punto sólo indicaré que una distribución normal implica unas condiciones ideales específicas sin entorno. La realidad no es tan sencilla.
Volviendo al tema principal, queda pues claro que cuando eliminamos todas las causas especiales, nuestro proceso está en lo que se llama estado de control estadístico. Por supuesto, para preservar este estado tiene que estar vigilado ya que estar en control estadístico es una situación muy poco natural y por ello requiere esfuerzo y vigilancia. Pero supongamos que nuestro proceso tiene una media de 98,00 como decíamos en el ejemplo, y con un rango entre 97,5 y 98,5. ¿Cuál es el porcentaje de defectos? ¿Cuáles son los productos defectuosos?
Voz del Proceso, Voz del Cliente
La sorprendente respuesta es que por lo que hemos dicho hasta ahora no hay forma de saberlo. Sólo hemos hablado del proceso. Cuando el proceso está en estado de control estadístico tiene una capacidad, una media y un rango que persisten en el tiempo. A esto se le llama la voz del proceso. Pero si el resultado de este proceso es bueno, dentro de especificaciones, defectuoso o adecuado para su uso, es algo que depende de consideraciones externas al proceso.
Para qué se va a utilizar el producto, cómo se va a usar y cuáles son los requerimientos del usuario. Estamos tratando sobre el entorno, un sistema mayor dentro del cual el resultado de nuestro proceso no es más que una parte. En un sistema de producción o de servicio, el cliente o el usuario es la siguiente etapa del proceso. La manera tradicional de establecer la idoneidad para el uso son las especificaciones.
Si las especificaciones indican que el producto o servicio tiene que tener una media de 98.00 y un rango entre 97,00 y 99,00, entonces todo lo que produzca nuestro proceso del ejemplo será bueno. Si las especificaciones del cliente piden que el producto esté entre 97,5 y 98,5 muy ocasionalmente algunos productos saldrán fuera de este rango habrá a veces productos malos. Pero si la especificación es aún más ajustada, como por ejemplo entre 97,75 y 98,25 entonces tenemos un grave problema ya que nuestro proceso producirá muchas unidades defectuosas. En estos dos últimos casos quienes gestionan el proceso deberán esforzarse en reducir el rango del proceso. Esto no se puede lograr con ajustes ya que como hemos visto empeoraría el proceso, tampoco por edicto, sino reduciendo la variación que produce las causas comunes del proceso. Para un sistema estable, es decir uno que está en estado de control estadístico, la única manera es mejorando el sistema. Un gráfico de control es una herramienta valiosa tanto para eliminar causas especiales como causas comunes.
Parte II
Gráficos X-bar y R
Los que conocen los gráficos de control tal vez prefieran ir directamente a la Parte III. A los que los desconocen, esta parte les puede servir de ayuda, pero de ninguna manera puede reemplazar la amplia literatura que existe al respecto.
Los gráficos de control se pueden utilizar tanto para productos como para servicios. Pueden usarse tanto para seguir la evolución de las ventas como para cualquier otra área de un negocio.
Para ver como funciona vamos a utilizar un gráfico con 40 datos. Los datos de este ejemplo proceden de una fábrica que había estado utilizando gráficos de control durante décadas. El proceso es tan ajustado que los límites de las especificaciones suelen superar ampliamente los límites de control +-3 sigma. Tanto es así que aunque el proceso se saliera bastante de control, aún no llegaría a producir defectos. Con todo los principios para el uso de gráficos de control son los mismos para procesos muy ajustados que para procesos que no están tan bien desarrollados.
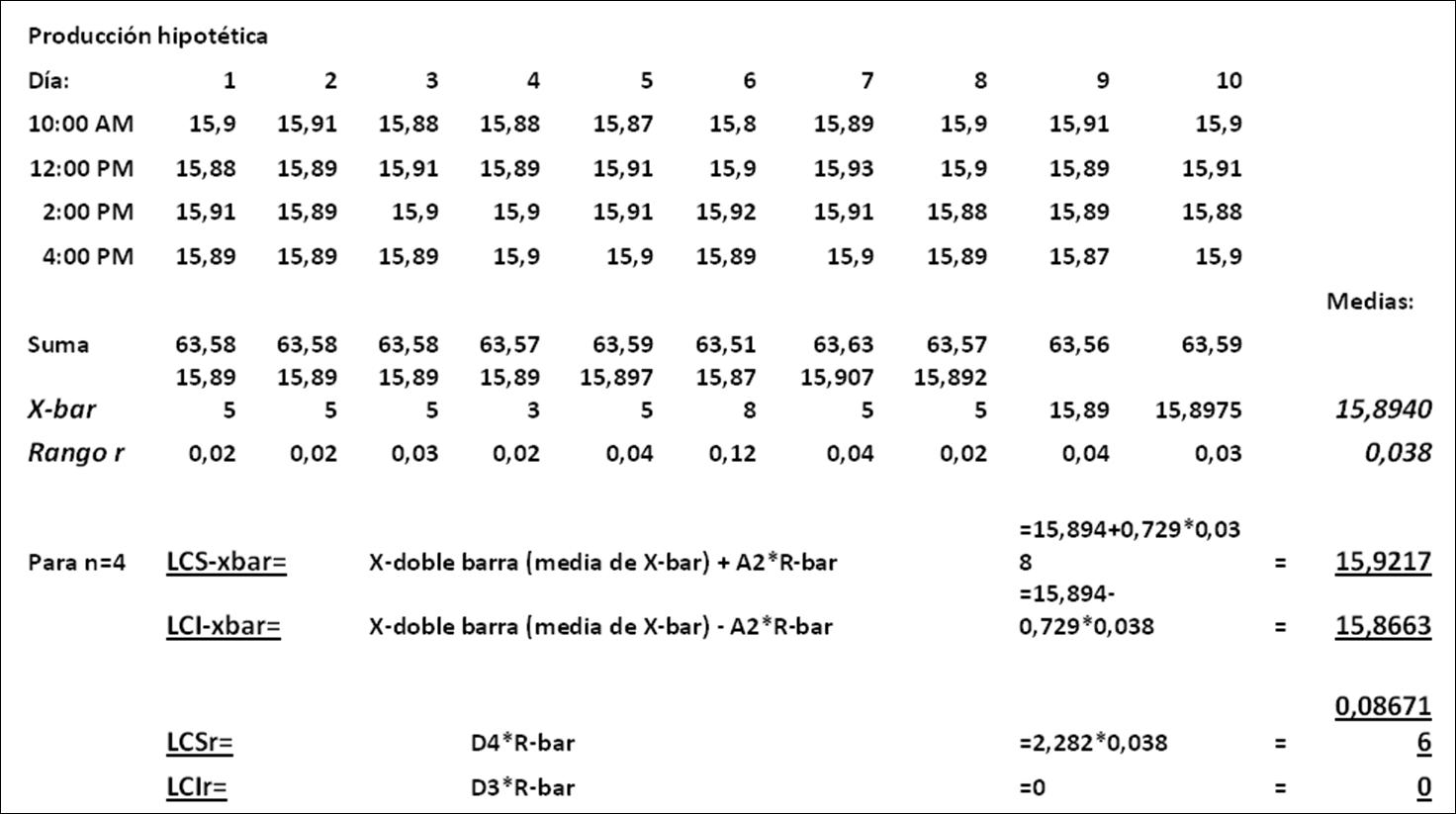
En nuestro ejemplo cada día se toman muestras de 4 mediciones a las 10 am, 12 medio día, 2 pm y 4 pm. Tomamos datos durante 10 días, lo que representan 40 datos repartidos en 10 subgrupos. Los datos de cada día se agrupan juntos en lo que Shewhart denominó un subgrupo racional. Cada subgrupo tiene una media que es el promedio de los cuatro datos y un rango, r, que es la diferencia entre la medición mayor y la menor del subgrupo. De los 40 puntos obtenemos 10 medias y 10 rangos que nos permiten dibujar los gráficos X-bar y R.
X hace referencia a cada medición. Tenemos 40 valores de X.
X-bar es la media de cada subgrupo, luego tenemos 10 valores de X-bar.
X-doble bar es la media de todas las X-bar. Tenemos sólo una X-doble barra que es la línea central de nuestro gráfico (15,8949).
R es el rango para cada subgrupo, luego tenemos 10 valores de r, uno por cada día. R-bar es la media de los 10 valores de r (0,038) y hay un solo valor.
Debajo tenemos una hoja de cálculo con las 40 mediciones, las medias y los límites de control para cada gráfico.
 Nota: LCS (Límite Control Superior); LCI (Límite Control Inferior); o su equivalente en inglés
Nota: LCS (Límite Control Superior); LCI (Límite Control Inferior); o su equivalente en inglés
UCL (Upper Control Limit); LCL (Lower Control Limit
Gráfico X-bar:
– La línea central del gráfico X-bar es la media X-doble bar o 15,8940.
– El LCS (o UCL) es 15,9217, mientras el LCI (o LCL) es 15.8663.
Gráfico R:
– La línea central es 0,038
– El LCS es 0,08671, mientras el LCI es 0.
Vemos que el proceso es muy ajustado. Podríamos ver los números para ver si existe alguno número fuera de control, pero un gráfico de control nos permite reconocerlo inmediatamente. Debajo están los gráficos de control de este proceso.


Estos dos gráficos nos dan una visión exacta, intuitiva e inmediata del proceso. Cualquier punto que estuviera fuera de control destacaría inmediatamente. Los gráficos filtran los cambios debidos a causas naturales. Nos ayudan a distinguir una señal real del ruido.
Tenemos dos gráficos que nos dan una indicación inmediata y muy sensible tanto del centro del proceso como de su amplitud. Si el centro del proceso cambiase lo veríamos inmediatamente en el gráfico X-bar. El gráfico R da una indicación significativa y sensible de cualquier cambio de la amplitud del proceso.
En el ejemplo, el gráfico X-bar nos indica que no ha habido ningún cambio significativo en la media o centro del proceso. Todos los puntos de X-bar están dentro de los límites de control y no existen patrones reconocibles. Pero en el gráfico R se aprecia que en el día 7 el rango salió fuera de control. Los gráficos nos dan una clara señal de que algo ha cambiado y necesitamos conocer la causa de este pico. ¿Cómo deberíamos gestionar esta situación?
Los gráficos de control no pueden decirnos el origen del problema y no queremos al experto en gráficos dictarnos qué hacer. Debe dejarse a los expertos en la materia, a las personas que trabajan en el proceso, los ingenieros, especialistas y managers para que se hagan cargo del problema. Si se usan adecuadamente, los gráficos de control son una herramienta de gestión directiva que permite el ejercicio y el desarrollo de la creatividad y del conocimiento de las personas de una empresa. Evita la búsqueda de problemas fantasma y si se utiliza apropiadamente centra los esfuerzos de las personas en la mejora. Puede tener un efecto palpable en la confianza, alegría y satisfacción de las personas en la empresa.
Usados inadecuadamente pueden ser dañinos. Un manager que insiste en retrotraer el proceso bajo control o que establece metas arbitrarias para los límites de control acabará arruinando la empresa. El uso del miedo, de metas en exceso o despidiendo el 10 % peor, no sólo es una mala práctica directiva, conduce a la ruina y son ejemplos de una gran ignorancia sobre la variación y una total negligencia directiva.
Parte III
La Teoría Detrás de Seis Sigma
“Seis Sigma es la búsqueda implacable y rigurosa de la reducción de la variación de todos los procesos críticos, para lograr mejoras continuas e innovadoras, que afecten a los resultados finales de la organización e incrementan la satisfacción del cliente.” Es una declaración maravillosa y modélica con la que sería difícil discrepar si se hiciera correctamente con una gran comprensión de lo que es una organización: En otras palabras, con conocimiento profundo.
Seis Sigma parte del supuesto de que la empresa media produce 66.811 defectos por cada millón de oportunidades. Su propósito, como iniciativa organizativa, es crear procesos de fabricación, servicio y administración que tengan 3,4 defectos por millón de oportunidades (DPMO). Estos pronunciamientos son nobles pero sugieren algunas preguntas.
I. ¿Cómo se ha determinado el índice de 66.811 defectos por millón?
Para justificar esta estadística se han hecho algunas suposiciones:
1. La teoría Seis Sigma da por supuesto que la empresa normal tiene sus procesos bajo control (o similar) con los límites del proceso 3 sigma coincidentes exactamente con los límites de especificación.
2. También da por supuesto que la variación tiene una distribución normal alrededor de la media.
Podríamos discutir ampliamente ambas suposiciones, pero por ahora, supongamos que sean correctas. El resultado es una distribución con el aspecto que se muestra abajo.  LTS significa el Límite Superior de Tolerancia o Especificación y LTI es el Límite Inferior de Tolerancia o especificación. En este gráfico los límites del proceso coinciden con los de especificación.
LTS significa el Límite Superior de Tolerancia o Especificación y LTI es el Límite Inferior de Tolerancia o especificación. En este gráfico los límites del proceso coinciden con los de especificación.
La belleza de una distribución normal es que es simple y su cálculo es sencillo. Todas las distribuciones simétricas normales son iguales, cuando has visto una las has visto todas. Con sólo un estadístico Z puedes calcular el área que está bajo la curva. Sin duda esta es la razón por la que son tan utilizadas en finanzas y ahora en Seis Sigma. Pero que sea fácil de calcular no hace que una función sea correcta.
Definimos Z como la distancia a la media expresado como el número de veces sigma de una distribución normal. Z = [X-media]/sigma
Uno (1) Z equivale a una distancia desde la media de una vez sigma. O sea Z = 1 equivale a 1 Desviación Estándar. El término sigma es un término amplio que puede ser utilizado por cualquier distribución. En este contexto en que tenemos una distribución normal 1 sigma = 1 Desviación Estándar; en que Z es 1.
El dibujo de abajo explica la relación entre sigma ó Z y el área debajo de la curva. El área debajo de la curva es la probabilidad de que los resultados caigan entre la media (0 en el gráfico) y Z.


Para sigma igual a 1 la probabilidad es 0.3413. Para sigma igual a 3 la probabilidad es 0.4987. Esto significa que el 49,87 % del tiempo el proceso produce resultados entre la media, que en Seis Sigma se llama nominal, y una longitud de 3 sigma. Pero Z hace referencia a la mitad de la distribución. Para determinar cuantos puntos caen dentro de Z a ambos lados debemos duplicar la probabilidad lo que da 0,9974. Es decir, el 99,74 de los resultados caerán entre ambos lados de una longitud 3 sigma. El 99,74% del tiempo el proceso produce dentro de especificaciones, mientras que el 0.27% (1-0.9974) del tiempo está dentro de especificaciones. Esto son 2.700 defectos por millón.
II. Suposiciones adicionales
Pero Seis Sigma va más allá a la hora de hacer suposiciones dudosas. Presupone que las medias de todos los procesos se desplazan 1,5 sigma veces en cada dirección. Desde el punto de vista del control estadístico de procesos ésta es una suposición increíble. Se desconoce cómo alguien puede mantener que esto es cierto para todos los procesos, ni siquiera para muchos procesos. Pero en cualquier caso esto implicaría que los procesos están gravemente fuera de control. Simplemente utilizando gráficos XmR se puede determinar rápidamente cuando la media está fuera de control. Para cambios de la media mucho más pequeños se pueden tomar acciones correctivas rápidas. Las causas pueden y deben ser eliminadas. Con esta forma de vigilancia no sólo se previene el desplazamiento de la media sino que se hacen continuadas mejoras que hacen muy improbable su desplazamiento futuro.
Pero la teoría Seis Sigma asume que la media se desplaza netamente 1,5 sigma adelante y atrás y no se hace nada más. Aún más, aún mantiene la increíble suposición de que la distribución es normal, algo difícil de creer. Una distribución normal sería una posibilidad sólo en el caso de que el sistema estuviera bajo control estadístico. Pero asumir que éste es el caso cuando el sistema está gravemente fuera de control requiere algo más que fe.
Debajo hay una figura para mostrarlo:  La teoría Seis Sigma asume el absurdo de que uno puede tener un sistema estable que es gravemente inestable. Un sistema inestable estable. Una gran contradicción. Los sistemas inestables (y uno que se desplaza 1,5 sigma es claramente inestable) son totalmente impredecibles. Pueden oscilar salvajemente, incluso caóticamente. Pero dadas estas suposiciones matemáticas, una distribución normal con un desplazamiento de 1.5 sigma y unas especificaciones de 3 sigma respecto del valor nominal, produciría, de acuerdo a la historia de Seis Sigma, 93,33189% de productos dentro de los límites de especificación y 6,6811 % de defectuosos, lo que nos da 66.811 defectos por millón. Ante estas condiciones tan salvajes asumir esta precisión desafía la lógica y la experiencia. Es una visión simplista del mundo y del propio concepto de probabilidad. En Seis Sigma, la probabilidad se utiliza para hacer predicciones exactas, algo extremadamente ingenuo.
La teoría Seis Sigma asume el absurdo de que uno puede tener un sistema estable que es gravemente inestable. Un sistema inestable estable. Una gran contradicción. Los sistemas inestables (y uno que se desplaza 1,5 sigma es claramente inestable) son totalmente impredecibles. Pueden oscilar salvajemente, incluso caóticamente. Pero dadas estas suposiciones matemáticas, una distribución normal con un desplazamiento de 1.5 sigma y unas especificaciones de 3 sigma respecto del valor nominal, produciría, de acuerdo a la historia de Seis Sigma, 93,33189% de productos dentro de los límites de especificación y 6,6811 % de defectuosos, lo que nos da 66.811 defectos por millón. Ante estas condiciones tan salvajes asumir esta precisión desafía la lógica y la experiencia. Es una visión simplista del mundo y del propio concepto de probabilidad. En Seis Sigma, la probabilidad se utiliza para hacer predicciones exactas, algo extremadamente ingenuo.
3. Pero sigamos con la teoría Seis Sigma y calculemos con estas suposiciones el porcentaje de productos defectuosos en el largo plazo.
a. Asumamos que el proceso tiene una distribución 3 sigma coincidente exactamente con los límites de especificación.
b. Asumamos también que el proceso tiene un desplazamiento 1,5 sigma en cualquier dirección. En otras palabras el proceso se desplaza fuera 4,5 sigma en cualquier dirección.
c. La distribución sigue una distribución normal de libro.
Calculando la fracción que queda dentro de la especificación 3 sigma, por diferencia sabremos la cantidad que queda fuera y que consecuentemente es defectuosa. Pero hay algo que Seis Sigma no aclara:
– No está claro como se desplaza este proceso. ¿Se trata de una función lineal que se mueve hacia fuera y hacia dentro? ¿Es una función normal? ¿Está parado en uno de los extremos?
– Vamos a suponer el escenario peor. El proceso se mantiene 1/3 del tiempo en cada extremo y 1/3 en el centro, según el gráfico de arriba.
Cuando el proceso se desplaza hacia un extremo, el valor de Z, relativo a las especificaciones, en un lado es 4,5 y en el otro extremo 1,5. Para Z 1,5 la probabilidad es 0,4332 mientras que para 4,5 la probabilidad es 0,4999, y la suma 0,9331, lo que significa que el 93,31 % está dentro de especificaciones.
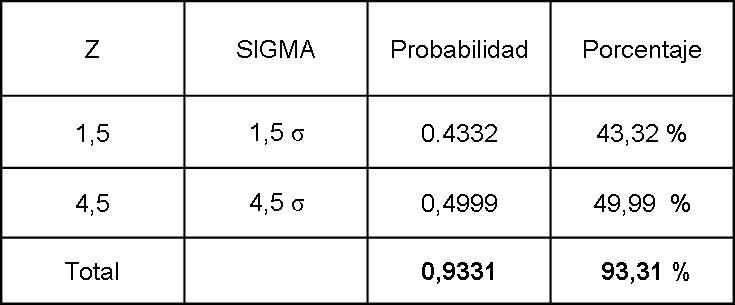 Esto representa el peor escenario, o sea, cuando el proceso está en uno de los extremo de desplazamiento.
Esto representa el peor escenario, o sea, cuando el proceso está en uno de los extremo de desplazamiento.
Puesto que ambos extremos representan 2/3 del tiempo total lo multiplicamos por 0,9331: 2/3 * 0,9331 = 0,6220
El otro tercio del tiempo el proceso estará en el centro. Un proceso 3 sigma con una especificación de 3 sigma nos da 0,9974 que habrá que multiplicar por 1/3.
1/3 * 0,9974 = 0,3324
Al sumar ambas 0,6220 + 0,3324 = 0,9544 dentro de especificación.
Luego fuera de especificación es 1-0,9544 = 0,0456 que supone 4,56% ó 45.614 defectos por millón.
Esto difiere considerablemente del estándar Seis Sigma que da 66.811 defectos por millón. La única forma de conseguirlo sería que el proceso se desplazara de un extremo al otro a la velocidad de la luz. Desafortunadamente en el mundo Seis Sigma hasta la aritmética es errónea.
¿De dónde procede este desplazamiento de 1,5 sigma? Parece haber sido inventado. David Wayne, ex director de Calidad y Mejora de Procesos en “Motorola Broadband Communication Sector”, cree que se debe a un mal entendido fundamental. El valor 1,5 sigma fue sugerido en 1950 en el “contexto de establecer tolerancias en los montajes”. Tal como él dice “Esto es fundamentalmente diferente de permitir que la media de los procesos de componentes individuales se desplacen en esta magnitud”. En otras palabras, el desplazamiento de 1,5 sigma parece ser una confusión entre el diseño de la variación y la variación del proceso. Y añade que los gráficos de control están diseñado para eliminar los cambios en la media.
Este artículo está accesible en la Web Curious Cat a través de este link: ver artículo
Creemos que es un artículo muy competente que cubre las mayores diferencias entre Seis Sigma y la escuela Deming de la calidad.
Tal vez parezca un escéptico pero no se me escapa el hecho de que un desplazamiento de 1,5 sigma puede hacer parecer que la empresa media es mucho peor de lo que en realidad es, y ello puede ser comercialmente útil para vender Seis Sigma. Pero ni siquiera en la América de 1984, cuando la calidad era terrible, podría sobrevivir una empresa con cerca del 7 % de defectos. Lo que realmente Seis Sigma debería asumir para que sus números salieran, sería que el proceso medio tuviera una amplitud de 4,5 sigma con una tolerancia de 3 sigma. Bajo estas circunstancias ninguna empresa puede sobrevivir.
Pero ¿Por qué esta preocupación con un desplazamiento artificialmente inducido de 1,5 sigma? A final de cuentas ésta es, más o menos, la foto de una empresa pobremente gestionada. Por supuesto uno de los beneficios de Seis Sigma sería la eliminación de este desplazamiento y consecuentemente una mejora de la calidad. Desgraciadamente éste no es el caso. Seis Sigma presupone que el desplazamiento de 1,5 sigma existe en todos los procesos y es permanente. El objetivo entonces, es reducir la variación de un proceso 4.5 sigma para el que los límites de las especificaciones representen 6 sigma y esto conduzca a 3,4 defectos por millón, según el gráfico de abajo: Para ponerlo en perspectiva, desde el punto de vista de la calidad, si el proceso estuviera bajo control estadístico esto supondría que 4,5 sigma debe considerarse 3 sigma. Matemáticamente esto supone multiplicar todos los valores de sigma del ejemplo anterior por 2/3. Los niveles de especificación Seis Sigma, cuando son corregidos se convierten en 4,5 sigma (6 * 2/3). Esto nos da 3,4 defectos por millón. Seis Sigma debería llamarse 4,5 Sigma.
Para ponerlo en perspectiva, desde el punto de vista de la calidad, si el proceso estuviera bajo control estadístico esto supondría que 4,5 sigma debe considerarse 3 sigma. Matemáticamente esto supone multiplicar todos los valores de sigma del ejemplo anterior por 2/3. Los niveles de especificación Seis Sigma, cuando son corregidos se convierten en 4,5 sigma (6 * 2/3). Esto nos da 3,4 defectos por millón. Seis Sigma debería llamarse 4,5 Sigma.
En Control Estadístico de Procesos se han estado utilizando los índices de capacidad durante décadas. El índice Cpesencialmente es la tolerancia (o distancia entre los dos límites de tolerancia y la longitud del proceso expresado en sigmas –6sigma).
![]()
En el ejemplo 4,5 sigma de arriba, la longitud de la especificación es 9 sigma (4,5 en cada lado), mientras que la longitud del proceso es 6 sigma (3 a cada a cada lado) para un índice de capacidad Cp de 1,5 (9+9/6+6 = 9/6 = 1,5). Ésta es la promesa más importante de Seis Sigma y aunque puede parecer impresionante las empresas que han utilizado SPC han obtenido mejores resultados. Un índice de capacidad de 3 sería el equivalente a 9 sigma, (9+9/3+3 = 9/3 =3.0)[i]. (Para expresarlo en terminología Seis Sigma debemos multiplicar por 3/2, resultando 13,5 sigma)[ii]. Muchas compañías japonesas alcanzaron estos niveles en la década de los 1980. Siguiendo el mismo criterio, una capacidad de 3 conduce, según Seis Sigma, a niveles de defectos de 0 (cero) por cientos de millones. En otras palabras, Seis Sigma ya era obsoleto al nacer.
Otros problemas
DMAIC
Es posible que la práctica sea diferente de la teoría. Puede que los profesionales de Seis Sigma se centren en mejorar los procesos y en bajar la variación. Sin embargo las técnicas en las que Seis Sigma hace énfasis no parece que reconozcan ni la variación natural ni la necesidad de minimizar la variación.
Una de las herramientas básicas de Seis Sigma es DMAIC cuyas siglas indican Definir, Mejorar, Analizar, Mejorar (improve) y Controlar. Las demostraciones que he visto sobre esta herramienta indican que se utiliza para reducir costes, pero no para disminuir la variación ni tampoco para mejorar la calidad. Desgraciadamente Seis Sigma se ha convertido frecuentemente en una justificación para reducir costes con todos los problemas inherentes a ello y los malos resultados que comporta.
Algunos de los problemas asociados a la reducción de costes se tratan en la web de Deming Collaboration y son accesibles en estos links: Ver vídeos sobre reducción de costes, Algunas advertencias y el artículo El nuevo rol del directivo – La toma de decisiones.
Aparentemente las empresas de élite que han utilizado Seis Sigma, no lo han utilizado para reducir la variación. Robert Slater, que tenía acceso directo al Presidente de GE, Jack Welch, en su obra “The GE Way Field Book”, documenta que después de años de utilizar Seis Sigma, el cliente nunca apreció ninguna mejora. En un ejemplo explica que la compañía había disminuido el tiempo medio de entrega de un importante producto en varios días, pero la variación del proceso era tan enorme que el cliente apenas notaba ninguna diferencia con los resultados anteriores. Esto significa que el cliente no podía hacer planificaciones y que GE era considerado como no fiable.
Construyendo una ciencia
Cualquier materia, y ello incluye historia, ciencia, arte, matemáticas, música, medicina, ingeniería y educación física para nombrar sólo algunas, se basa en el trabajo previo de sus maestros. El astrónomo que desconociendo el trabajo de Johannes Kepler presentase la teoría de que la Tierra se apoya sobre una tortuga gigante, tal vez podría encontrar el apoyo de algunos políticos, pero entre los astrónomos, no importa si aficionados o profesionales, sería motivo de burla.
Para nosotros, en Deming Collaboration, calidad y Management son una ciencia con una rica historia. Deming enseñó magistralmente los puntos de vista de Shewhart. Esto fue posible porque dedicó muchos años a aprender y a entender a Shewhart en profundidad. Y de la misma manera que Shewhart y Deming tenían sus antecesores, otros también han construido sobre el trabajo de ellos y se han convertido en maestros por derecho propio. Entre ellos están Ishikawa, Taguchi, Chambers, Wheeler y otros. Nuestra intención es construir sobre esta base de conocimiento. A veces podremos estar en desacuerdo con el trabajo de otros, pero siempre seremos prudentes y los respetaremos para entenderlo, antes de comentarlo.
El Deseo por lo Nuevo
Sin embargo, en el mundo de los negocios, a veces, parece haber un comportamiento diferente. Siempre hay gente promocionando la última novedad, una idea que salió de la nada, que se inventó a través de un aparente golpe de genio, constantemente tratando de vender sus productos y hacer millones a través de las ventas de libros, seminarios y consultoría. Haciendo eso, de vez en cuando, algunos tienen éxito. Sin embargo, un problema importante es que estas personas no pueden hacer uso de las ideas maravillosamente eficaces que se han desarrollado a lo largo de los años por los maestros en la materia. Entre las áreas en las que la teoría de Seis Sigma está coja, ya que no pueden hacer uso de los maestros anteriores están las siguientes:
- Falta de verdadera preocupación por la calidad externa. En “The Deming Prize” escrito por Kenichi Koyanagi en 1960 y publicado por la “Unión de Científicos e Ingenieros Japoneses”, el autor, explicando la visita de Deming a Japón en 1950 escribe: “El Dr. Deming también hizo hincapié en los conceptos generales de control estadístico de la calidad, desde los ensayos de las materias primas hasta la investigación de los consumidores para el cual está diseñado el producto y rediseñado para satisfacer las necesidades del consumidor y su bolsillo”. De este modo se introdujo en Japón la calidad desde el punto de vista del consumidor, así como el famoso ciclo de Shewhart, que llegó a ser conocido como el Ciclo de Deming o PDCA (ahora PDSA) que más tarde se convertiría en Kaizen.
Seis Sigma parece ignorar totalmente al cliente. La realidad es que tanto DMAIC como el resto de herramientas Seis Sigma son totalmente inadecuadas e incluso contraproducentes para la investigación de los consumidores.
- Falta de interés por la mejora de los procesos, especialmente cuando están dentro de especificaciones. Genini Taguchi, un ganador de varios Premio Deming en Japón, creó y desarrolló el importante concepto de Función de Pérdidas y de procesos y componentes críticos. Incluso cuando un proceso está funcionando bien y sin defectos, con la identificación de la criticidad se pueden lograr resultados maravillosos y ayudar a fortalecer el vínculo entre cliente y empresa. Las empresas sin este conocimiento se encuentran en clara desventaja respecto las demás.
- Seis Sigma induce al Management a no valorar la importancia y necesidad de la participación. Deming destacó la importancia de la satisfacción en el trabajo, del trabajo en equipo y de escuchar a la gente. Esto parece estar totalmente ausente en Seis Sigma. De hecho, los principales profesionales de las Seis Sigma hacen hincapié en prácticas que destruyen el trabajo en equipo, la cohesión de la empresa y el orgullo por ella. Entre estas prácticas están a veces “despedir al 10%”, y otras como las gratificaciones o bonos para el logro de estrictos objetivos numéricos.
- Falta de apreciación de la empresa como sistema. La mejora en una variable, como el coste de la materia prima, puede incrementar el coste de personal. La reducción de costes en un departamento pueden conducir a incrementar los costes del conjunto de la empresa. Estos errores se pueden evitar si uno entiende la naturaleza sistémica de la empresa. El caso ejemplar de lo que ocurre es Motorola. Motorola aseguraba haber ahorrado 12,5 mil millones de dólares con su programa Seis Sigma. Tal como Deming señaló tan acertadamente es posible tener cero defectos y cero clientes. Recientemente se escindió en dos empresas. La empresa original, la conocida división de equipos de telecomunicación que incluía su antigua joya, fabricante de teléfonos móviles se convirtió en Motorola Mobility (MM) y fue comprada por Google. MM tenía un valor en el mercado de valore de 6 mil millones de dólares. Google pagó el doble 12,5 mil millones. La valoración de las patentes era de 6 mil millones, la compañía tenía 3 mil millones en metálico, una deudas pendientes en impuestos de 3,5 mil millones. Google pagó menos de cero por la compañía, su logo y su buena voluntad.
Ésta es sólo una lista parcial de las cosas omitidas por Seis Sigma en relación al movimiento de la calidad y a Deming.
El problema principal con Seis Sigma
En los negocios la teoría palidece frente a los resultados. Si Seis Sigma hubiera tenido buenos resultados, entonces la mala teoría sería irrelevante. Pero si se sigue la teoría, ésta debería predecir los resultados que se esperan de ella. Y los resultados no son buenos. Que yo sepa, no hay empresas de éxito en el largo plazo que afirmen haber utilizado Seis Sigma. Sin embargo existen fracasos dramáticos entre las que lo han utilizado.
Robert Nardelli fue una de las últimas superestrellas ejecutivas preseleccionadas para suceder al Presidente Jack Welch. Cuando perdió frente a Jeffrey Immelt, recibió una oferta y se fue de GE al comité de dirección del Home Depot. Se llevó con él su mágico Seis Sigma. Se centró en la reducción de costes y en externalizar –outsourcing- las funciones de personal. Como es lógico algunos costes bajaron y los beneficios subieron. Recortó algunos servicios a los clientes. Los clientes empezaron a marcharse. Lowe’s por su parte empezó a tirar de los clientes. El precio de la acción quedó estancado y por una parte los clientes se iban y por otra los accionistas se empezaron a sublevar. Robert Nardelli fue despedido aunque su contrato le garantizó una indemnización de unos cientos de millones. Entonces se llevó su Seis Sigma a Chrysler con un resultado igual de desastroso.
NT, antes Nortel y antes de esto Northern Telecom era conocida como una compañía Seis Sigma de éxito. Entraron en bancarrota y la empresa se liquidó. La parte más valiosa de la empresa era su cartera de patentes que vendió por 4 mil millones de dólares debido a la competencia entre Apple, Microsoft y Google.
Las dos compañías abanderadas de Seis Sigma y de las que se decían eran empresas de éxito eran GE y Motorola. Motorola se ha tenido que vender por 12,5 mil millones, de los que 3 son en metálico, las patentes se valoraron en 6 y las pérdidas fiscales acumulados de ejercicios anteriores son 3,5 billones, que no pueden utilizar a menos que produzca algún beneficio. Las operaciones de Motorola Mobility han sido, pues, valoradas en menos que nada, todo un éxito.
Nos queda GE, pero GE ya ha reconocido el fracaso de Seis Sigma y lo ha abandonado. Sería improbable que tiren totalmente el nombre ya que han ganado cientos de millones de dólares predicando y enseñando Seis Sigma a otras empresas e instituciones. Ahora utilizan algo a lo que llaman Lean Seis Sigma. Una inversión a final de los 1990 en GE ha perdido el 80 % de su valor. Todo un éxito.
Conclusión
Mi conclusión es que tal como Seis Sigma está formulado seguirá teniendo serios problemas.
Para lograr un éxito duradero las empresas necesitan Conocimiento Profundo.
[i] Recordar que la mayoría de veces utilizamos la mitad del desplazamiento. En SPC 3 sigma se mide desde el centro hasta un extremo del proceso. El ancho total del proceso es 6 sigma. Pero en Seis Sigma el ancho total del proceso es 9 sigma.
[ii] La teoría SPC indica que entre el 95% y 100% de los resultados de un proceso estable está dentro de los límites de 3 sigma. Shewhart, utilizando los recursos a su alcance en Bell Laboratories para realizar numerosas pruebas y experimentos, encontró que un proceso estable tenía cerca del 100 % de sus resultados dentro de los límites 3 sigma. En consecuencia un resultado fuera de 3 sigma representa una clara señal de la existencia de una causa especial (o asignable). En cambio Seis Sigma asume que todos los procesos tienen una amplitud de 4.5 sigma. Para buscar las equivalencias entre ambas perspectivas debemos multiplicar las amplitudes de Seis Sigma por 2/3 y obtendremos su amplitud equivalente en SPC. Para buscar la equivalencia contraria desde SPC a Seis Sigma debemos dividir por 2/3, o lo que es lo mismo, multiplicar por su inverso 3/2. Esto es para comparar matemáticamente las dos teorías, lo que no significa que las dos sean equivalentes. De hecho son filosóficamente muy diferentes.
Leer más
Anthony D. Burns Ph.D. – Quality Digest
Quality Digest – Opinion Piece – Part 1
Quality Digest – Opinion Piece – Part 2